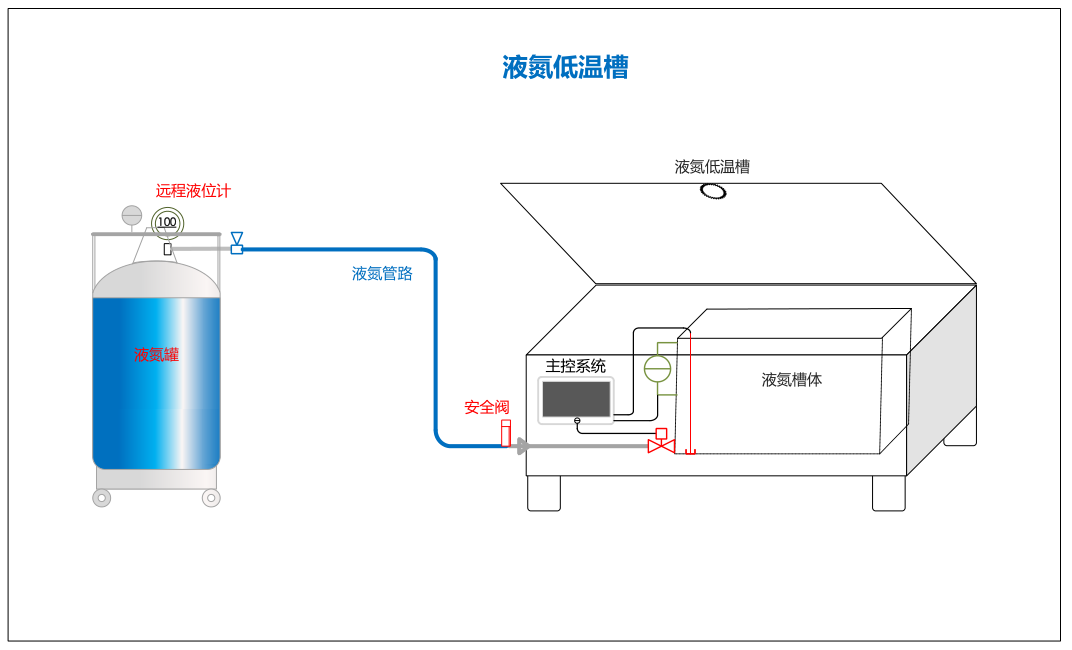
氣相液氮罐的閥門系統(包括進液閥、排氣閥、安全閥)一旦泄漏,不僅導致液氮損耗量增加 40%,更會使罐內壓力波動超過 0.05MPa,威脅樣本安全。以下是符合工業標準的排查修復流程:
1. 閥門密封面磨損老化
核心問題:
閥芯與閥座的密封面因頻繁操作出現劃痕(深度>0.02mm),低溫下密封性能失效
丁腈橡膠密封圈在 - 196℃環境下硬化,彈性系數下降 60%
解決方案:
密封面修復:使用 400 目碳化硅砂輪研磨密封面,光潔度達到 Ra0.8μm,再用液氮預冷測試密封性
材質升級:更換為氟橡膠密封圈(耐低溫 - 200℃),安裝時涂抹低溫硅脂(如道康寧 DC-7)
操作規范:閥門開關采用 “慢開慢關” 原則,旋轉角度控制在 90° 內,避免暴力操作

2. 管道連接松動
核心問題:
卡套接頭未擰緊(扭矩<25N?m),低溫下金屬收縮導致縫隙泄漏
波紋管焊接點存在微裂紋(長度>0.5mm),壓力測試時氣泡檢出率>3 處 / 米
解決方案:
扭矩控制:使用扭矩扳手按 “20N?m 預緊 + 5N?m 微調” 標準安裝卡套,保壓測試(0.1MPa 氮氣)30 分鐘無壓降
焊接檢測:采用 X 射線探傷檢測波紋管焊縫,不合格處用激光補焊(功率 200W)
標識管理:在易松動部位粘貼紅色警示標簽,每周用扳手復緊一次
3. 安全閥起跳壓力漂移
核心問題:
彈簧疲勞導致安全閥起跳壓力從 0.12MPa 降至 0.08MPa,頻繁誤動作
閥瓣積碳卡住,超過設定壓力 30 秒仍未起跳
解決方案:
校準調試:使用壓力校驗儀(精度 ±0.001MPa)將起跳壓力校準至 0.12±0.005MPa,每季度校驗一次
清潔維護:拆卸安全閥后用三氯乙烯清洗閥瓣,去除碳化物,裝配時確保閥芯垂直度偏差<0.05mm/m
沉余設計:并聯安裝兩個不同品牌安全閥(如斯派莎克與克瑞),形成雙重保護
閥門系統是氣相液氮罐的重要組成部分,其泄漏問題不容忽視。通過對閥門密封面、管道連接以及安全閥的細致排查和有效修復,能確保閥門系統正常運行,減少液氮損耗,穩定罐內壓力,為氣相液氮罐的安全高效使用提供保障。
Copyright ? 2017 (班德液氮罐) 北京德世科技有限公司 版權所有 京ICP備17012785號-4