1. 制冷源精準供給機制
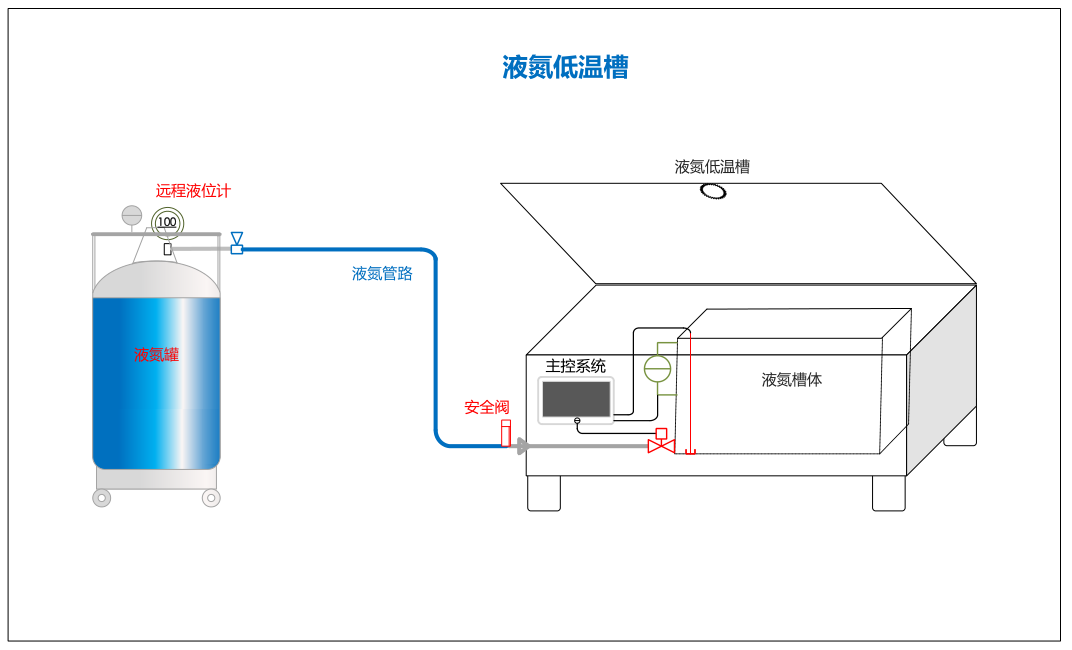
- 液氮分級汽化控制:采用 “雙級汽化 + 比例調節” 模式���,一級汽化器將液氮轉化為氣態氮氣(-140℃~-160℃),二級汽化器通過電加熱模塊調節至目標溫度(誤差 ±1℃)��,避免液態氮直接噴入導致溫度驟降。
- 壓力閉環控制:在液氮儲罐出口安裝精密減壓閥(精度 ±0.01MPa)��,配合質量流量控制器(MFC)實時監測氣體流量�,根據溫度偏差動態調整噴射量(調節分辨率≤0.5L/min)。
2. 溫度傳感與布點策略
- 傳感器選型:采用 Pt100 鉑電阻(A 級精度��,-200℃~0℃誤差 ±0.15℃)��,在處理槽內布置三維測溫網絡:頂部�����、中部、底部各安裝 2 支傳感器�����,工件架附近加密布點(距工件≤50mm)�����,避免 “測溫盲區”�。
- 動態校準機制:每批次處理前用標準恒溫槽(-196℃~200℃)對傳感器進行三點校準(如 - 196℃����、-150℃�、-100℃),校準數據實時導入 PLC 控制系統。
1. 自適應 PID + 模糊控制融合
- 分段控溫策略:
- 降溫階段:采用模糊控制快速響應(比例系數 Kp=1.8~2.2����,積分時間 Ti=15~20s)�����,允許溫度超調量≤3℃���,縮短降溫時間���;
- 恒溫階段:切換為自適應 PID(Kp 根據實時誤差自動調整 0.8~1.2����,微分時間 Td=5~8s)�,將溫度波動控制在 ±0.5℃內。
- 預控補償算法:根據歷史數據建立 “工件負載 - 溫度滯后” 模型,提前 10~15 分鐘調整制冷量,補償大負載工件入槽時的溫度波動��。
2. 執行機構響應優化
- 電磁閥高頻調制:采用脈寬調制(PWM)技術控制液氮噴射電磁閥(響應時間<10ms)��,以 50Hz 頻率啟停,避免傳統開關控制的溫度震蕩。
- 加熱補償聯動:當溫度低于設定值時,電加熱模塊(功率密度≤2W/cm2)與液氮噴射系統聯動����,通過 “制冷 - 加熱” 協同控制實現微溫差調節����。
1. 三維強制對流系統
- 多向攪拌風機:在處理槽兩側安裝耐低溫軸流風機(轉速 0~3000rpm 可調),配合導流板形成 “水平 + 垂直” 復合流場,風速控制在 2~3m/s,確保槽內溫度梯度≤1℃/100mm��。
- 氣流仿真驗證:通過 CFD 模擬優化風機位置與導流角度��,避免工件架后方形成渦流區(如采用 45° 傾斜導流板消除死區)。
2. 保溫與防輻射設計
- 多層隔熱結構:內膽采用 304 不銹鋼(厚度≥3mm),中間層填充納米氣凝膠(導熱系數<0.013W/m?K)���,外層為鋁合金外殼���,整體熱損失≤50W/m2。
- 紅外輻射屏蔽:在內膽表面噴涂低溫輻射反射涂層(發射率<0.05),減少工件與槽壁間的輻射換熱影響���。
1. 工件裝載與預處理
- 負載均布規則:工件間距≥50mm��,離槽壁≥100mm,避免堆積導致局部熱阻增大�;大型工件需提前預冷至 - 50℃(置于過渡艙)���,減少入槽時的溫度沖擊��。
- 工裝熱傳導優化:工件架采用低導熱系數材料(如 G10 玻璃纖維板,導熱系數 0.25W/m?K)����,接觸點設計為鏤空結構�,降低熱橋效應����。
2. 全流程溫度曲線管理
- 梯度降溫程序:設定階梯式降溫速率(如 - 5℃/min→-2℃/min→-1℃/min)��,避免材料因溫差應力開裂�;恒溫階段保持 ±0.5℃波動��,保溫時間誤差≤±2min��。
- 升溫速率控制:處理結束后以 1~2℃/min 速率升溫至室溫,配合槽內氮氣吹掃(純度≥99.99%)���,防止工件表面結霜影響測溫精度���。
1. 環境與介質穩定性控制
- 液氮品質管理:使用純度≥99.99% 的液氮,儲罐壓力維持在 0.3~0.5MPa(波動≤±0.02MPa)�,定期排放儲罐底部冷凝水(每周 1 次)����,避免雜質影響汽化效率。
- 環境溫濕度控制:處理槽所在車間溫度保持 20±5℃���,濕度<60%,配置恒溫恒濕空調系統��,減少外界熱輻射干擾���。
2. 實時監測與校準機制
- 多通道數據采集:通過 PLC 實時采集 16 路溫度信號�,繪制動態溫場云圖,當單點溫度偏差超過 1.5℃時自動觸發聲光報警��,并啟動備用加熱 / 制冷回路����。
- 定期系統驗證:每月用標準測溫儀(不確定度 ±0.3℃)進行全槽溫場掃描�,修正傳感器偏差;每季度對 MFC、壓力表進行計量校準��,確保控制精度��。
| 異?,F象 | 可能原因 | 預控措施 |
|---|
| 溫度波動>±1℃ | 液氮壓力不穩 / 傳感器漂移 | 安裝穩壓閥 + 每批次校準傳感器 |
| 局部溫度不均>2℃ | 攪拌風機故障 / 導流板積霜 | 設置風機轉速監測 + 定期清理導流板 |
| 降溫速率滯后 | 汽化器結霜 / 電磁閥堵塞 | 電加熱定時除霜 + 液氮過濾精度≤5μm |
總結:低溫控溫槽的精準控溫需從 “硬件設計 - 算法優化 - 工藝管理” 三維度協同實現,核心在于通過多物理場耦合控制(熱傳導����、流體力學����、電控系統)消除溫度偏差源。實際應用中��,建議結合工件材質特性(如高速鋼、鋁合金)定制控溫曲線����,并通過長期數據積累優化預控模型���,最終實現 ±0.5℃的控溫精度與≤1℃的均勻性指標�����。